
















Laserový zvárací stroj na pozinkované rúry
Laserový zvárací stroj na pozinkované rúry
Popis produktov
Laserové zváranie sa stáva čoraz populárnejším v odvetviach, ako je automobilový priemysel, letecký priemysel a stavba lodí. Je to spôsobené jeho schopnosťou vytvárať vysokokvalitné a presné zvary rýchlym a efektívnym spôsobom. V posledných rokoch sa laserové zváranie využíva aj pri zváraní pozinkovaných rúr. Laserový zvárací stroj je ideálny na presné a rýchle zváranie, čím sa znižuje riziko chýb. Okrem toho výrazne znižuje čas a náklady na proces zvárania.
Výhody
1. Rýchla rýchlosť zvárania, 2 ~ 10 krát rýchlejšia ako tradičné zváranie YAG.
2. Jednoduchá obsluha nevyžaduje žiadne školenie.
3.zvárací šev krásny hladký a krásny, nepotrebuje leštidlo, šetrí váš čas.
4. Žiadna deformácia alebo jazva po zváraní, pevné zváranie obrobku.
5. Laserové zváranie má menej spotrebného materiálu a dlhú životnosť.
6. Bezpečnejšie, šetrnejšie k životnému prostrediu.
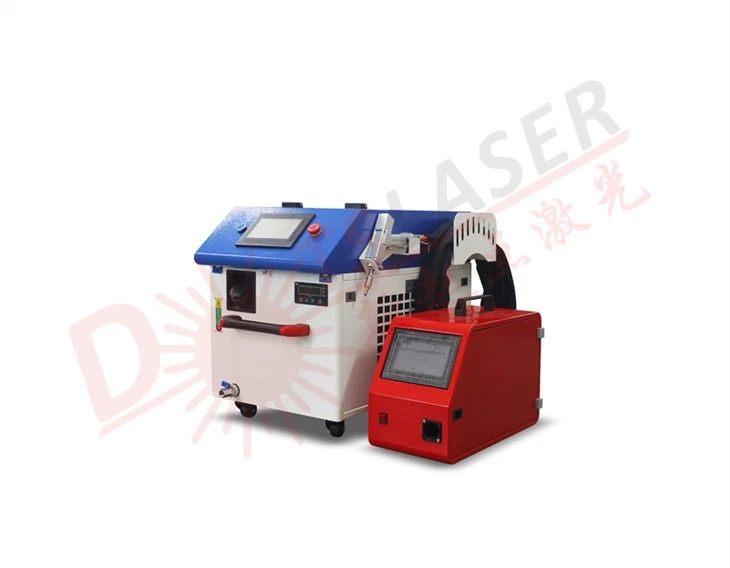
Obrázky strojov


Parametre:
|
NIE |
Meno |
Ručný vláknový laserový zvárací stroj |
|
1 |
Model stroja |
DS-LW1000,DS-LW1500,DS-LW2000,DS-LW3000 |
|
2 |
výkon lasera |
1000W,1500W,2000W,3000W |
|
3 |
vlnová dĺžka lasera |
1070 NM |
|
4 |
Dĺžka vlákna |
štandardné 10M / maximálne 15M |
|
5 |
prevádzkový režim |
pokračovanie/modulovať |
|
6 |
Rozsah rýchlosti zvárania |
0~120 mm/s |
|
7 |
Chladiaci chladič |
Priemyselný chladič vody |
|
8 |
Rozsah teplôt pracovného prostredia |
15-35 stupňov |
|
9 |
Rozsah vlhkosti pracovného prostredia |
< 70% No condensation |
|
10 |
Odporúčania hrúbky zvárania |
0.5-5 mm |
|
11 |
Požiadavky na zvarovú medzeru |
Menšie alebo rovné 0,5 mm |
|
12 |
Napájanie |
220V±10%/50HZ/30A 380V±10%/50HZ/30A |
Konfigurácie
|
Meno |
Obrázky |
Jednotka |
Množstvo |
Poznámky |
|
Zváraniepištoľ
|
|
nastaviť |
1 |
SUP |
|
Lzdroj aser |
|
nastaviť |
1 |
BWT/MAX |
|
Chladič vody |
|
nastaviť |
1 |
Priemyselná trieda |
|
Ochranná šošovka |
|
nastaviť |
1 |
|
|
Medené ústa |
|
č |
6 |
Medené hrdlo typu Y a prívod drôtu |
|
Toolbox |
|
nastaviť |
1 |
Zahrnuté |
|
okuliare |
|
nastaviť |
1 |
Okuliare proti žiareniu |
|
Podávač drôtu |
|
nastaviť |
1 |
Štandardné |
|
Imbusový kľúč |
|
nastaviť |
1 |
Zahrnuté |










Laserový zvárací stroj Pre galvanizované rúry, medzi ktoré patria žiarovo pozinkované druhy, bol vyvinutý legovaný pozinkovaný plech prostredníctvom tepelnej difúznej úpravy po pokovovaní, ktorá viac ako zdvojnásobuje odolnosť proti korózii v porovnaní s bežným žiarovo pozinkovaným plechom.
Táto legovacia úprava umožňuje elimináciu zinkového výkvetu na povrchu povlaku; tiež znižuje odparovanie zinku počas bodového zvárania a znižuje stupeň kontaminácie medenej elektródy bodovej zváračky parou zinku, čím sa predlžuje životnosť elektródy.
to sú naše služby

Laserový zvárací stroj na pozinkované rúry
Bezpečnostné opatrenia pri zváraní pozinkovaných rúr:
Pozinkovanú vrstvu v mieste zvaru najskôr vyleštite a pozinkovanú vrstvu očistite ručným kolieskom alebo brúsnym papierom, prípadne vyčistite pozinkovanú vrstvu plameňom na zváranie plynom. V opačnom prípade sa vytvoria bubliny, trachóm, falošné zvary atď. Priemer potrubia väčší ako 100 mm Pozinkované oceľové potrubie by malo byť prírubové alebo špeciálne spojovacie armatúry typu objímky.
Aké faktory venovať pozornosť stroju?
1) Zníži hustotu zváracieho prúdu a ovplyvní tavenie základného materiálu na vytvorenie zárodku. Je to spôsobené najmä nižším odporom a nízkou teplotou topenia zinku. Pozinkovaný oceľový plech vyžaduje vyšší zvárací prúd v porovnaní s bežným oceľovým plechom a vykazuje tendenciu znižovať rozsah zváracieho prúdu a zvyšovať strednú hodnotu zvárania, čím je povlak hrubší.
2) Aby sa zabezpečila kvalita zvárania zvarového spoja medzi pozinkovanou oceľovou rúrkou a prírubou, zvarový spoj by mal byť pozinkovaný. Na čistenie pozinkovanej vrstvy použite ručný brúsny kotúč alebo brúsny papier, alebo použite plameň na zváranie plynom na odstránenie pozinkovanej vrstvy.
3) Jednoduchá tvorba rozstreku bodového zvárania. Vieme, že rozstrekovanie bodového zvárania je spôsobené prasknutím alebo nekompletnosťou plastového krúžku, čo má za následok stratu jeho väzobného účinku na tekutý kov. Vzhľadom na slabý výkon bodového zvárania galvanizovanej ocele je ľahké vytvoriť rozstrekovanie bodového zvárania. A rozstrekovanie bodového zvárania má vplyv na kvalitu zvárania, výrobné prostredie atď.


Prečo by sme mali používať laserový zvárací stroj na pozinkované rúry
1. Môže zvárať žiaruvzdorné materiály, ako sú kovy s vysokou teplotou topenia, a môže byť dokonca použitý na zváranie nekovových materiálov, ako je keramika, organické sklo atď. Zváranie tvarovaných materiálov je efektívne a má veľkú flexibilitu, čo umožňuje bezkontaktné zváranie diaľkové zváranie dielov, ktoré sú pre zváranie ťažko dostupné.
2 .Laserové zváranie je bezkontaktné zváranie, proces prevádzky nevyžaduje tlak, rýchlosť zvárania, vysoká účinnosť, hĺbka, zvyškové napätie a deformácia je malá, môže byť pri izbovej teplote alebo špeciálnych podmienkach (napríklad uzavretý priestor) na zváranie, zváracie zariadenie zariadenie je jednoduché, nevytvára röntgenové lúče.
3 .Laserový lúč je ľahko realizovateľný lúč podľa časového a priestorového rozdelenia svetla, môže prepínať zariadenie na prenos laserového lúča na zdvíhanie viacerých pracovných staníc, preto môže vykonávať viaclúčové simultánne spracovanie a spracovanie viacerých staníc, zabezpečenie podmienok pre presnejšie zváranie.
4 .Laserový lúč je možné zaostriť tak, aby sa získal veľmi malý bod, a keďže nie je ovplyvnený magnetickými poľami a dá sa presne umiestniť, možno ho použiť na mikrozváranie a je vhodný na hromadnú automatizovanú výrobu mikro a malých obrobkov v skupinové zváranie.
5. Technické požiadavky tak dlho, ako základné počítačové znalosti, môžu bežní zamestnanci, na rozdiel od tradičného zváracieho stroja, vyžaduje vysoké prevádzkové skúsenosti, dobrého technického majstra. Opäť sa tak podniku ušetrí relatívna časť peňazí.
6. Laserové zváranie je bezkontaktný proces, bez straty nástrojov a problémov s výmenou nástrojov, zároveň nie je potrebné používať elektródy, takže nedochádza k znečisteniu elektród alebo k obavám z poškodenia a ľahko sa automatizuje vysokorýchlostné zváranie. Dá sa ovládať aj digitálne alebo počítačom.

Vzorky



Doprava a balík


Denná údržba
● Po dokončení procesu gravírovania sa uistite, že je pracovná podlaha čistá. Potom nezabudnite vyčistiť povrch stroja, puzdro optického systému, povrch monitora, pracovný stôl atď.
● Pri čistení stroja vypnite každú časť a hlavný zdroj napájania, aby voda nepoškodila vonkajšie a vnútorné nastavenia.
● Objektív pravidelne kontrolujte, nezakrývajte ho prachom. Keď začnete čistiť, použite vatu s viac ako 95 % lekárskym alkoholom na utieranie v smere hodinových ručičiek od stredu šošovky. Keď potrebujete presunúť stroj, aby ste sa vyhli nárazom. Skontrolujte prepojovací kábel podľa zoznamu káblov.
You Might Also Like






Send Inquiry